By Juan Gonzalez, email jjgoco02@vt.edu
Innovation has been the key the in the past decades to develop products, process and services more effective, efficient and attractive to potential customers all across different practices/sectors including manufacturing, services and academia. Forest products are always evolving and creating innovative practices to satisfy customer needs and surpass expectations.
The hardwood lumber market has decreased in the past 20 years, especially on 2009, where the great recession took place and since then there has been an emergence of innovative products that have caught the attention of the manufactures to start developing on their own practices (Buehlmann et al 2010 and Quesada et al., 2006). One of the innovative products that has started to caught the US lumber market is the thermally modified (TM) lumber with the large variety of exterior and interior applications, including musical instruments, guns stocks, decking applications, outdoor furniture, siding, roofing, door and window frames, flooring and interior furniture. With these applications, new opportunities have been brought to use low value timber, since there is a wide availability of timber in both private and public lands that are considered low-value timber (lower value species, quality, size) (Baynes, Herbohn and Gregorio, 2014).
Thermally-modified (TM) wood has been available since early 1990s in Europe where it was developed as an alternative to tropical hardwoods. Consumers, such as architects, engineers and contractors has started questioning; what are the performances of TM wood? how expensive the product is compare to similar lumber products? does it use any preservatives that could imply hazardous to the environment? Due to how new the product is to the U.S., consumers are still hesitant about its use (Wardell 2015). Even though there is a variety of information on the Internet, magazines and publications regarding the performance of the TM wood, there is still a low level of awareness of TM wood products (Espinoza et al, 2015). According to Boonstra (2008) due the increased demand on sustainable building materials and the restrictive regulations regarding the use of toxic chemicals; the interest on thermal treatments has started to grow, due to its lack of preservatives.

Thermal modification is a great option to increase the performance of wood and according to Wardell (2015) thermally modified wood products such as decking is very competitive in price when compared to traditional premium decking or tropical species such as Ipe, however, the current market for TM wood in the US is still hesitant to try this product. Potential consumers still know little about TW wood advantages and disadvantages and there is also concern about the potential decrease of mechanical strength (Wang et al 2012). Although there is some general knowledge that TW wood could be more resistant to water absorption and an increase resistant to decay, there is still no national and international consensus on TM wood standards (Sandberg et al., 2016 and Schnabel et al., 2007).
The basis of TM wood is the decrease in the equilibrium of moisture content and this will be affected based on the schedule (recipe) used, which includes the temperature and time of the treatment, as well as the species and type of treatment (Esteves et al., 2009). Thermally-modified wood can be produced using a closed or open drying system. During the thermal process, heat removes organic compounds and changes the cellular structure limiting the ability of the wood to absorb water (Sandberg and Kutnart 2016).
Performance metrics such as splitting, equilibrium moisture content (EMC), shrinkage and swelling, and water absorption show decreasing trends depending on the level of treatment. Other properties such as durability, surface hardness, bending, and modulus of elasticity increased on certain levels of treatment but decreased on others (Esteves et al.,2009).
Thermally-modified wood is considered a durable exterior product (Freed & Mitchell 2017). One of the main characteristics of TM wood is the removing of moisture from the wood structure, increasing the crystalline regions in the cellulose and increasing the percentage of lignin without replacing water with other chemicals. In addition to being chemical free with a profound environmental impact, TM wood is lighter than standard chemically treated products. However, is not recommended for ground contact because it does entirely remove sugars that could attract fungi or insects. In terms of appearance, the high gradual heat process creates permanent reactions in hardwood and changes the color of the wood from light to deep chocolate brown color. In many cases, the new color is a desirable aspect of wood in many potential markets (Freed & Mitchell 2017).
It is also hard for the consumers to look for an updated report with the consumption of TM wood products, where the most recent report from the volume production of TM wood is between 2012 and 2013. The Forest Products Annual Market review reported a volume of production of TM wood of 100,000 m3 (UNECE/FAO 2013). When consumers try to find specifications of different TM wood species to compare against traditional treated or non-treated similar wood products, they are unable to do so due to the lack of information and available standards., TM wood producers are in the process of trying to determine the best marketing strategies to increase market share of this material. For many TM wood producers, including the partners in this project, there a lack of information on the barriers and drivers impacting the consumption of TW wood products, which is critical to their ability to increase the use of this material .
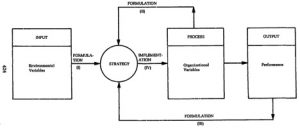
The development of specifications sheets will be an initial step to start adapting TM wood products into the US hardwood market, which is one of the goals of this project. The methodology to develop this first phase of the project is presented on figure 1.
A set of specifications sheets will be developed with mechanical and physical performance of TM lumber using two species; yellow poplar (Liriodendron tulipifera) and red maple (Acer rubrum) from three different companies. All samples must be conditioned at 12% moisture content on a controlled temperature chamber until it reaches equilibrium.
Bibliography
- Baynes, J., Herbohn, J., Gregorio, N., & Fernandez, J. (2015;2014;). How useful are small stands of low-quality timber? Small-Scale Forestry, 14(2), 193-204. doi:10.1007/s11842-014-9281-7
- Boonstra, M. (2008). “A two-stage thermal modification of wood” Ph.D. Thesis in Applied Biological Sciences: Soil and Forest management. Henry Poincaré University-Nancy, France.
- Buehlmann, U., Espinoza, O., Bumgardner, M., & Smith, B. (2010). Trends in the US hardwood lumber distribution industry: Changing products, customers, and services. Forest Products Journal, 60(6), 547-553. Retrieved from http://login.ezproxy.lib.vt.edu/login?url=https://search-proquest-com.ezproxy.lib.vt.edu/docview/859577129?accountid=14826
- Freed, S. and Mitchell, H. 2017. Thermally modified hardwood and its role in architectural design. August. Presentation to AIA members for CEU credits.
- Espinoza, O., Buehlmann, U., & Laguarda-Mallo, M. F. (2015). Thermally modified wood: marketing strategies of US producers. BioResources, 10(4), 6942-6952
- Esteves, B., & Pereira, H. (2008). Wood modification by heat treatment: A review. BioResources, 4(1), 370-404.
- Quesada, H.J. and R. Gazo. 2006. Mass layoffs and plant closures in the U.S. Wood products and furniture manufacturing industries. Forest Prod. J. 56(10):101-106
- Sandberg, D. and Kutnar, A. 2016. Thermally modified timber: recent developments in Europe and north America. Wood and Fiber Science. Special issues for the 2015 SWST Convention. 48: 28-39
- Schnabel, T., Zimmer, B., Petutschnigg, A. and Schonberger, S. 2007. An approach to classify thermally modified hardwoods by color. Forest Products Journal. 57(9):105-110.
- UNECE/FAO. (2013). UNECE/FAO Forest Products Annual Market Review, United Nations Economic Commission for Europe, Food and Agriculture Organization of the United Nations, New York and Geneva
- Wang, W., Cao, J., Cui, F. and Wang, X. 2012. Effect of ph. on chemical components and mechanical properties of thermally modified wood. Wood Fiber and Science 44(1): 46-53.
- Wardell, C. 2015. Thermally modified decking. Professional Deck Builder. June. pp:42-44